Para qué sirve realmente el mecanizado láser.El mecanizado mediante láser presenta una amplia variedad de aplicaciones en muy diversos campos. Muchos de ellos tienen interés industrial y tecnológico. Podemos mencionar, sin pérdida de generalidad y rigor, el sector automovilístico, el sector nuclear, la industria electrónica, las estructuras civiles y aplicaciones para el hogar. El acero inoxidable, un notable material en la ingeniería se utiliza en el menaje del hogar y en los vehículos. Se da la casualidad que es tratable mediante las técnicas básicas y modernas de mecanizado láser. Los aceros avanzados de alta resistencia (AHSS por sus siglas en inglés) pueden ser mecanizados mediante láser y demuestran su utilidad en aplicaciones como la industria aeronáutica. Las barras, perfiles y láminas de titanio se utilizan en la industria aeroespacial y pueden ser cortadas mediante láser (ver referencia [1] para más información para la relación entre el mecanizado láser y el titanio). Las aleaciones de aluminio utilizadas en aeronáutica son un buen ejemplo del prometedor futuro del mecanizado láser. Ciertos investigadores proponen que el futuro de la tecnología vendrá de la mano de este tipo de mecanizado de piezas metálicas.
Figura 1: un tenedor, una cuchara y un cuchillo sobre un árbol. Este tipo de herramientas típicamente se realizan en materiales metálicos como el acero, los cuales pueden ser tratados a través de procesos láser. ¿Qué otro tipo de aleaciones se pueden mecanizar mediante láser?Es bien conocido y lógico que una de las principales aplicaciones tecnológicas del mecanizado de piezas está relacionado con el sector médico. Concretamente podemos hablar de ingeniería biomédica y biotecnología. Si hablamos de la relación entre medicina y mecanizado necesariamente pasamos por las aleaciones de níquel. De forma más concreta hablamos de pulsos tipo Nd:YAG, los cuales son también conocidos como super-aleaciones de níquel. Aunque existen diferentes aplicaciones industriales referidas a la relación entre el láser y los metales y sus aleaciones, en esta entrada nos falta hablar de los discos cerámicos que permiten obtener piezas complejas de forma satisfactoria. ¿Cuáles son las perspectivas futuras para el mecanizado de piezas?La capacidad del mecanizado láser para cortar formas complejas y generar agujeros de tamaño muy pequeño con altas tolerancias es lo que lo hace atractivo en ciertos sectores minoritarios. A día de hoy la industria está cambiando y está abierta a nuevas puertas (en incluso ventanas) que le permitan alcanzar nuevos horizontes. En este contexto tiene especial sentido preguntarnos si es realmente viable un futuro sin mecanizado láser.
Recientemente estuve charlando con el profesor Irvin H. Ulrich y me comentaba la posibilidad de que los próximos años o décadas sea necesario realizar modificaciones en las técnicas actuales. Inicialmente me ruboricé y me sentí desorientado, pero finalmente comprendí a qué se refería. No desvelo ningún misterio si digo que a día de hoy un porcentaje no despreciable de la producción de piezas de mecanizado se lleva a cabo en China. En este país, desde hace un lustro, se trabaja en nuevos materiales de tipo polimérico. Muchos de ellos presenta estructura tipo plástica, lo que dificulta en cierta medida el uso de láseres de haz de alta energía. La limitación está relacionada con lo que conocemos el Punto de Curie de un plástico (no cristalino). Si la temperatura de emisión del láser, una vez se han restado las correspondientes pérdidas por difusión, es superior a dicho punto el plástico se fundirá. Efectivamente el profesor Ulrich pretendía transmitirme la importancia de continuar trabajando en nuevas técnicas de emisión a baja energía (LEET por sus siglas en inglés). Se trata de un tipo de investigación fundamental que busca dilucidar los efectos de rayos de menor energía en las tolerancias finales del mecanizado de piezas plásticas. Si los resultados actuales continúan creciendo y se alcanzan ciertos niveles de confianza posiblemente podríamos hablar de una nueva era en el láser. Más aún, si somos optimistas podríamos llegar a imaginar una industria donde todas las piezas se fabricaran de este modo. Así se seguirían los más altos estándares del decoletaje pero persiguiendo la precisión que se obtiene con las técnicas milenarias del torneado y el fresado.
0 Comentarios
Todos hemos escuchado muchas veces hablar sobre mecanizado láser pero, ¿en qué consiste realmente? En la entrada de hoy dejamos atrás los mitos y las mentiras y mostramos el mecanizado de piezas tal y como es:
¿El mecanizado láser es un proceso térmico?Efectivamente amigo, bienvenido a los métodos CNC del siglo XXI. La efectividad de este infravalorado método de mecanizado depende de las propiedades térmicas y ópticas más que de las propiedades del material que será mecanizado. Esto fue una sorpresa digna de estudio para numerosos ingenieros de la primera década del siglo XX. Por lo tanto, los materiales que exhiben altos niveles de conductividad térmica se pueden tratar particularmente bien mediante estos procesos. En cualquier taller de mecanizados encontraremos un técnico experto (habitualmente un ingeniero de materiales o un físico experimental) en conductividad de materiales. Ya que la energía transferida entre el láser y la pieza ocurre a través de irradiación, en general no existen procesos o fuerzas de corte (como sí ocurre en el torneado o en el fresado). Más aún, el ratio de eliminación de material (MRR por sus siglas en inglés) para el mecanizado láser no está limitado por la capacidad de la máquina de corte. Se trata pues de un proceso altamente flexible, a la par que versátil. Variaciones del mecanizado láserLas principales configuraciones del mecanizado láser son el moldeado unidimensional, el cortado en dos dimensiones y, ya hablando de tres dimensiones:
¿ALGUNA VEZ TE HAS PREGUNTADO CUÁLES FUERON LOS ORÍGENES DEL MECANIZADO LÁSER? SEGURO QUE SÍ. PUES HOY TE LO EXPLICO, PARA QUE PUEDAS SABER A QUIÉN AGRADECER LAS PIEZAS DE MECANIZADOS DE PRECISIÓN MEDIANTE LÁSER QUE UTILIZAS EN TU DÍA A DÍA. VAMOS ALLÁ LECHONES... El concepto de quanta fue acuñado por Max Planck en 1900, pero no sería mundialmente aceptado hasta la década de 1920. En estos bellos años surgió además la comprensión de la naturaleza dual (onda y corpúsculo) de la luz. De algún modo la luz muestra un comportamiento como partícula cuando interactúa con la materia, pero muestra propiedades de onda cuando intercambia energía en forma de fotones. Quizás el lector está pensando que esta introducción no tiene nada que ver con el mecanizado de piezas mediante láser. Sin embargo, te equivocas. Los fundamentos iniciales de la teoría del láser fueron desarrollados por Albert Einstein, quien había llegado, una fría noche de otoño, al concepto de emisión estimulada. Shawlow y su colega Townes produjeron, inspirados en su ídolo Albert, el primer láser (conocido como Ruby Laser)
El elemento clave a la hora de hacer un láser práctico que nos ayude en las labores diarias de mecanizado de piezas es que la amplificación de la luz se deba a la emisión estimulada debido a fotones de alta energía. Un fotón e alta energía es un fotón normal pero que va, digamos, "a tope", "on fire" en inglés. Es un fotón que lo sueltas y ni lo ves de lo rápido que va. Pues eso son los fotones que todo profesional del mecanizado láser busca. Si yo quisiera mecanizar, por ejemplo, un perno roscado de INOX AISI 304 utilizando fotones normales, esto sería un fracaso. Sería como colocar el perno, tornillo, arandela...o lo que sea, debajo de una bombilla y esperar que se mecanice solo. Menudo disparate, ¿verdad?. Nadie haría eso y no debemos olvidar que todo se lo debemos a Albert Einstein. No debemos olvidar, sino tener muy presente, que un proceso de mecanizado de piezas mediante láser debe cumplir con toda una serie de garantías de seguridad. La luz de láser difiere de la luz ordinaria en que presenta fotones de igual frecuencia, longitud de onda y fase. Por lo tanto, a diferencia de la luz común visible, los rayos láser son altamente unidireccionales, como si fuera un hilo de color que se extiende hasta donde los ojos puede ver. Esta característica única del láser es realmente útil en el procesamiento de materiales, pues permite determinar con alta precisión la posición, región o zona superficial que se quiere mecanizar. Es por ello que toda empresa de mecanizados existen láseres de alta energía, sujetos a sendos soportes que solo pueden ser modificados y dirigidos por especialistas como yo. Tras 15 años trabajando en el sector del mecanizado me encuentro en mi mejor momento de forma. Soy capaz de coger un rayo láser y dirigirlo casi con mirarlo. Un cliente dice "quiero una barra de acero inoxidable y otra de aluminio". Yo lo que hago es mirar fijamente la pieza, como si estuviera deseando hacerla mía. Entonces cierro los ojos y todo ocurre. El láser comienza a moverse como si tuviera vida propia. Pero no la tiene, simplemente so yo, realizando mecanizado por arranque de viruta a través de mi mente. Vamos a dar por terminada esta entrada explicando brevemente los tipos principales y fundamentales de láser. Quizás el que más interés a despertado en la última década es el tipo Nd:YAG, bien conocido en los talleres de mecanizado especializados en piezas de latón, titanio y estaño. El otro tipo muy empleado, aunque quizás no tanto, no lo sé, es el CO2 (dióxido de carbono). Este tipo de láser encuentra su aplicación en numerosos campos del mecanizado, entre los que podemos destacar talleres especializados en torneado de aluminio, fresado de aceros in poros y mandrinado de placas de metales con trazas de zinc, magnesio y sulfuros no tóxicos. Es es todo por hoy amigos. Para quien desee profundizar más en las perspectivas históricas y motivacionales del mecanizado l´ser, dejo por aquí algunas interesantes y amenas referencias bibliográficas. [1] E. H. Pistorius, Mecanizado Láser - Teoría y Práctica. Series de la ingeniería mecánica, Springer-verlag, Nueva York, 1991 [2] J. D. Gadafi, Procesamiento de materiales mediante láser, Revista internacional del mecanizado en materiales conductores 40, 2008 [3] T. K. Miyazaki and H. J. L. Russell. La importancia del ángulo de giro en el mecanizado de piezas mediante láser, Avances en Láser 20, 2012 [4] K. T. Turrull, Y. U. Schifter and M. de la Puente. Mecanizado de superficies porosos: una perspectiva histórica, Historia del mecanizado 23, 2017 En la anterior entrada, que puede leer aquí si no lo ha hecho, hablábamos de forma somera y distendida sobre las principales características del mecanizado mediante láser. Surgían algunas peguntas sin respuesta y otras muchas que sí la tienen. En esta entrada nos introduciremos en la formulación analítica del problema del mecanizado de piezas metálicas mediante láser. El tratamiento analítico del mecanizado láser se inicia a mediados del siglo XX de la mano de algunos autores relevantes como William Hilbert, Francois Hamilton y Friedrich Wilhelm Robertson. Este tratamiento analítico puede extenderse al efecto termodinámico del láser en las chapas o láminas metálicas. Esto incluye, evidentemente, la consideración del calor como una fuente no inagotable de energía. Ya que los problemas de calor evolucionan con el tiempo y el mecanizado afecta al sustrato, la ley de calor de Fourier puede usarse para formular la situación del calor. La ecuación que gobierna la transferencia transitoria de calor puede aproximarse como una línea de calor que se mueve a velocidad constante en el eje X en un plato fino superficial. Podemos escribir de este modo: 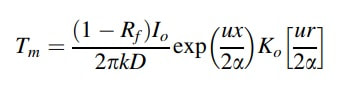 La ecuación anterior es la solución de la distribución de temperatura en un solido infinito debido a la cantidad de calor Q generada instantáneamente en t=0 en el punto (x',y',z'). De cualquier modo, la ecuación puede reducirse a una fuente instantánea de calor en una sustancia que se encuentra en el plano Z=0. EN este caso, en ausencia de calor perdido por radiación en la superficie, la ecuación puede convertirse en: 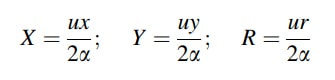 donde D es la profundidad del metal que queremos mecanizar e igual al espesor de la pieza con la que trabajaremos. Un programa de computación se puede desarrollar fácilmente utilizando los parámetros asociados a la fundición del metal. El análisis de estrés asociado con el mecanizado láser puede describirse en la línea de otros estudios [1]. Volviendo a la profundidad de la penetración del láser, podemos afirmar que ésta está sujeta a la evaporación debida a irradiación. Ya que la situación de calor se vuelve difícil, la evaporación debe tratarse aquí después de considerar la fuente de calor volumétrico. Esto puede escribirse así: 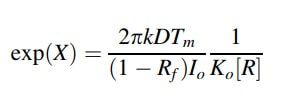 Otra opción es considerar que el láser es un punto en el espacio que se mueve debido a la acción de un campo térmico, uniforme o no, que a su vez es generado por las propias excitaciones del campo. Si lo consideramos de este modo las ecuaciones anteriores no son aplicables, pero existen otros métodos analíticos que sí estarían permitidos. También son conocidas numerosas ecuaciones empíricas, obtenidas en laboratorio mediante distintos tratamientos de series, las cuales se pueden siempre aproximar como el sumatorio de infinitos armónicos. EN este caso, la analogía del armónico encuentra su validez siempre que consideremos que todo punto del metal sólido es a su vez punto de frontera con el láser. Esto tendría sentido si se tratara de métodos de contacto, pero en verdad existe una fina capa de aire entre las dos partes del proceso. Esto dificulta sobremanera el tratamiento analítico. Como ejemplo, en la siguiente ecuación [2] mostramos la solución estacionaria de la ecuación de calor para una barra hexagonal mecanizada por láser: 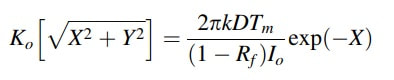 Finalmente decir que si nos interesan las propiedades macroscópicas del mecanizado láser y no tantos sus implicaciones microscópicas, podemos utilizar otro tipo de aproximaciones que se encuentran explicadas en sendos volúmenes [3]. Investigaciones recientes concluyen que los métodos tradicionales de mecanizado láser son iguales o mejores que los actuales, lo cual nos sitúa ante una situación francamente pesimista. De cualquier modo, el avance de le ciencia y la tecnología en el futuro seguro que deparará nuevos y ambiciosos retos con respecto al mecanizado láser.   Referencias
[1] G. Dearden y Edwardson, Algunos avances recientes en el mecanizado láser en dos y tres dimensiones para aplicaciones 'micro' y 'macro'. Revista internacional de Óptica Pura y Aplicada, 5:S8. (2003) [2] M. Geiger y F. Vollertsen, El mecanismo del mecanizado láser. Anales de la física de láseres y su aplicación al mecanizado, 24, Vol 37 (2001) [3] H. Shen, Yao Lu, Shin Pen gu y Rau Chen, Métodos analíticos y numéricos para el mecanizado láser de piezas hexagonales bajo esfuerzos no viscosos de cizalla pura e impura, Revista Moderna del Láser, Vol 78, 45-72, (2017) Los láseres son muy utilizados en la industria como herramienta de tratamiento térmico debido a su alta precisión y bajo coste. Uno de los métodos de tratamiento térmico mediante láser es la soldadura de chapas metálicas. El proceso se lleva a cabo con rayos de alta intensidad que interaccionan con la superficie del sólido mientras ésta entra en cambio de fase en la región irradiada. Pese a que el mecanizado láser difiere ligeramente del soldado, los procesos son prácticamente iguales en términos de calor y formación micro-estructural. De cualquier modo, el mecanizado láser requiere profundidades superficiales en el cambio de fase mientras que otras técnicas requieren penetración profunda del rayo láser en la superficie del material. Desde un punto de vista termodinámico, según la superficie se evapora, el sustrato derretido retrocede en forma de bulto sólido. Esto genera una cavidad en la superficie. Aunque la profundidad de dicha cavidad es, en general, modesta, este proceso incrementa la superficie, lo que resulta de gran utilidad en muchos procesos industriales. La evaporación superficial es inevitable para métodos de penetración profunda de partes metálicas. Por otra parte, ya que el calor del láser y el cambio de fase son muy rápidos, los ratios de enfriamiento son muy pequeños durante la solidificación de las partes derretidas o fundidas.
El proceso se utiliza para formación y alineamiento de componentes metálicos (¡y no metálicos!) a través de la suministración y aplicación de energía láser. Es importante destacar que existen varios parámetros que afectan a la transferencia de calor generado por el rayo láser. El primero de ellos, y quizás más relevante, sean los factores correctores en los términos del estrés térmico. Los demás son menos relevantes, pero hay varios, no solamente el estrés térmico. De lo contrario no habríamos podido decir con propiedad que existen varios parámetros, pues solo existiría uno. Durante el ciclo de calor, si el estrés de cizalla térmica en la zona irradiada excede la resistencia a flexión o la resistencia elástica puede producirse daño en el material. Por supuesto la temperatura y su flujo no unidireccional depende en cierta medida de la geometría clásica de los esfuerzos en el material plástico. Por ejemplo, en la figura el flujo neto de calor en la sección transversal y longitudinal del sólido incandescente será distinta debido a su geometría. Si en lugar de un paralelepípedo se tratara de otro tipo de sección tendríamos que modificar todas nuestras impresiones, tanto las iniciales como las que fuimos desarrollando a lo largo del proceso de aprendizaje.  |



 Fuente RSS
Fuente RSS
